进入21世纪以来,伴随着茶产品结构与市场需求的深度变化,我国主要茶产品加工技术得到了长足的发展,许多方面实现了技术突破。
一、初制茶加工技术与装备进展
我国传统茶叶,主要包括绿茶、红茶、乌龙茶、黄茶、白茶和黑茶等六大类。2000年以来,从生产和消费两个方面都对传统茶叶加工技术及装备提出了更高的要求,促进了传统茶叶加工技术的快速发展。
1、初制茶加工技术进展
21世纪以来,我国涉茶大专院校和科研院所不断强化茶叶加工基础理论研究,传统茶加工机理及特性逐步得以揭示,一大批食品加工新技术开始在茶叶加工上应用,我国传统茶叶加工技术得到全方位的提升和突破。
(1)人工微域调控技术应用。我国传统茶叶加工中,萎凋(摊放)、发酵、渥堆、做青等工序极易受到环境温度、湿度、氧气、光线等条件的影响,导致茶叶产品品质稳定性较差。为此,近些年来国内开展了大量的相关技术研究工作,提出并开始应用一大批可实现精准调控环境温湿度和空气流通的人工微域调控技术,实现了产品的稳定控制或定向调控,产品质量显著提高。如绿茶设施摊青技术、乌龙茶空调做青技术、茯砖茶温湿度调控发花技术、红茶增氧内热发酵以及光补偿萎凋等人工微域新技术陆续取得突破和应用。
(2)高效节能加工新技术应用。煤、柴等非清洁能源仍是我国茶叶加工的主要形式,不仅耗能高、环境影响大,对产品品质和卫生安全指标的也影响极大。近年来,通过大专院校和科研院所以及茶机企业的共同努力,电磁内热、远红外辐射、微波等新型加热技术和空气脉动等新技术开始应用于茶叶加工作业,不仅明显提高了产品质量及其稳定性,而且节能效果显著,特别是电磁内热杀青技术较传统电热管发热技术节能40-50%。
(3)微生物调控技术应用。近些年来,黑茶产销量得到快速增长,相应的加工技术也得到改进。在探明了黑毛茶渥堆、茯砖发花等工序优势微生物种类并进行分离鉴定的基础上,研究并提出了接种优势微生物、添加外源物等技术,实现了黑毛茶渥堆、茯砖发花等工序初步调控,明显提高了产品的质量和产品的稳定性。
(4)风味品质提升新技术应用。近些年来,超高温热风、高温汽热、微波加热、远红外加热、低温真空变频加热等一批新技术陆续开始应用于茶叶的杀青和干燥作业中,对茶叶的色、香、味品质及其均匀性都起到了较好的提升效果。

2、初制茶加工装备开发进展
随着我国经济社会的发展和人们生活理念的巨大转变,作为典型劳动密集型产业的传统茶加工方式由手工和单机制作向全程机械化、连续化和自动化加工成为发展的必然。近些年来,通过茶叶科研机构、涉茶大专院校和茶机企业的努力,通过设备模块化设计、创新和组装搭建,较好地适应了我国茶叶加工技术的多样性和复杂性,使茶叶加工机械化水平得到了极大的发展。
(1)鲜叶品质提升设备模块。绿茶摊放、红茶萎凋和发酵、乌龙茶做青等工序都有一个鲜叶品质的管理过程,传统技术大多靠天吃饭或简单处理,品质及其稳定性较差。近些年,随着人工微域调控技术的发展,绿茶鲜叶摊放机、红茶萎凋机、发酵机和乌龙茶做青机等一批鲜叶处理设备模块被研制出来,并开始大量应用于茶叶加工中,显著提升了茶叶的风味品质。
(2)新型杀青设备模块。长期以来,滚筒杀青机是我国的主要杀青设备,但存在能耗高、非清洁能源多、不同茶叶的适应性差等缺陷。近些年来,随着一些新技术的应用,电磁杀青机、远红外杀青机、微波杀青机、超高温热风杀青机、高温汽热杀青机等一批新型杀青设备成功研发并应用于茶叶加工中,较好地适应了不同产品的需求。
(3)做形设备模块。我国大多数名优茶对外观有较高的要求,做形设备也成为实现茶叶加工机械化、连续化和自动化的难点问题。近些年来,通过大专院校和科研院所以及茶机企业的持续努力,连续理条机、扁茶炒制机、自动曲毫机和各种自动加压揉捻系统等一批针对针芽形、扁形、卷曲型(颗粒)、条形名优茶的成形设备被开发和应用,显著提高了我国茶叶加工的机械化水平。
(4)干燥设备模块。我国传统干燥设备主要为烘干机和各类的炒干机,大多存在使用非清洁能源、能耗高、温控效果差等问题。随着新型干燥技术的应用,高效节能的远红外燃油式烘干机、燃气式烘干机等装备开始得到大量的应用,茶叶质量及其稳定性显著提高。另外,电磁烘干机、空气脉动式烘干机等新装备也已研发成功。

二、精制茶加工技术与装备进展
茶叶初加工产品往往会出现风味品质不佳或者大小、轻重、色泽等外观差异以及茎梗、老叶等的存在,常常需要通过茶叶精制作业来提高产品品质。为此,传统茶叶精制技术被广泛应用于传统内销茶的精制作业中,一批茶叶精制新技术、新装备得到开发与广泛应用。
1、茶叶提香技术与装备。
为提高初制茶风味品质特别是香气不足或欠匀等问题,微波加热、远红外加热等提香新技术陆续开始应用于茶叶精制过程中,通过与传统装备的组装集成,研制出一批可提高茶叶香气的设备。如各种箱式、滚筒式、隧道式远红外提香设备开始得到大量的应用,产品的质量及其稳定性显著提高。
2、茶叶外观整形技术与装备。
因为鲜叶原料、生产企业加工水平及装备的不同,同一品类的初制茶往往会导致较大的外观差异,产品往往需要进行后期的精制处理。传统精制主要采用筛选和风选技术,可以较好地解决茶叶的大小、粗细和轻重问题。近些年,各种色选机、扁形绿茶脱毫整形机等外观整形装备得到开发和广泛应用,较好地解决了茶叶的色差、紧结度、光洁度等传统精制技术无法处理的茶叶外观问题。
3、茶叶去杂拣梗技术与装备。
传统精制主要采用人工拣剔和机械拣梗、静电拣梗等机械筛选方法解决去杂拣梗问题,不仅劳动强度大,作业复杂,而且机械拣梗尚无法解决一些外形复杂名优茶的去杂拣梗工作。通过多年的研究,色选机、乌龙茶拣梗机等装备被开发出来,并广泛应用在茶叶去杂拣梗工序中。特别是可自动分离不同光学特性茶叶的光电色选技术在茶叶后段精制工艺中的应用,可大幅提高了产品质量,显著减轻了劳动强度。
目前我国茶叶加工技术已将传统初制工艺与精制工艺有机结合,实现了全程连续化、自动化加工。近些年来,先后研发出了一批连续化衔接设备和各种自动化控制装置或设备模块,并通过与单机的有机衔接,建立了一批可适应不同需求的名优绿茶连续化加工生产线、全自动连续红茶生产线、乌龙茶自动生产线等生产线。同时,黑茶渥堆工序的自动检测与控制系统已研制成功,连续化生产线正在积极研究当中。
三、茶饮料产品加工技术进展
茶饮料产品主要包括瓶装或罐装的液态即饮茶、固体速溶茶和茶浓缩汁等产品类型,是上世纪中叶以来在国际上逐渐发展起来的饮料类产品。目前我国茶饮料类产品的年产值达到900多亿元,消耗中低档茶叶15万吨左右,较好地支撑了茶产业的发展。

1、液态即饮茶饮料加工技术
液态即饮茶饮料是指以茶叶萃取液、浓缩液、速溶茶粉等为主要原料加工而成的瓶装、罐装或盒装的即开即饮型饮料产品。20世纪60年代中后期率先在欧美面世,已成为全球增长最快的饮料品类之一。中国大陆茶饮料起步于20世纪80年代末,90年代中后期达到规模化生产,新世纪后进入快速发展期。目前我国茶饮料产销量已达到1400万t左右,产值近800亿元。
我国早期的液态茶饮料主要采用传统饮料加工技术,如单罐静态提取、高速离心、高温高压灭菌包装等技术,产品风味品质不高,多为调味型产品。进入新世纪后,针对产品易色变、味劣变和沉淀等三大问题,膜分离、酶工程、非热杀菌、无菌罐装等高新技术陆续进入茶饮料制造中,在茶饮料的护色、防沉淀、保质保香等方面取得了突破。特别是动态连续逆流提取技术、膜分离澄清技术、超高温瞬时灭菌(UHT)和热罐装、无菌冷罐装(ACF)等一批新技术、新装备得到广泛应用,乃至膜除菌等冷除菌技术也开始得到探索,已初步建立形成了一整套茶饮料加工技术体系。另外,饮料专用原料加工技术、茶汤脱苦降涩技术、综合保鲜技术等一批新技术新工艺也逐渐开始应用于我国茶饮料制造业,产品结构和质量得到明显的改进和提高。
2、固体速溶茶加工技术
固体速溶茶是采用茶叶为主要原料,经过提取、分离澄清、浓缩、干燥等工序加工而成的产品。固体速溶茶源于20世纪40年代的英国,经过多年的试制和开发生产,已成为市场上重要的茶饮料类产品。中国大陆固体速溶茶生产始于20世纪60年代后期,直到90年代中期,随着液态茶饮料的迅速崛起,产销量才得到快速发展。
2000年以前,我国速溶茶的加工技术水平较低,多采用单罐多次静态提取、高速离心、蒸发浓缩、喷雾干燥等技术,产品风味品质较差,主要用于调味型液态茶饮料和奶茶、果味茶等固体茶产品的配料使用。新世纪后,各种连续逆流提取技术、膜分离浓缩技术、酶工程技术、低温真空浓缩技术、冷冻干燥技术等现代高新技术逐渐应用在速溶茶产品制造上,产品的风味品质显著提升。另外,SCC(旋转锥蒸馏塔)香气回收技术、微胶囊包埋技术、中空造粒技术、酶转溶技术等一批新技术、新装备也开始得到应用。如中国农业科学院茶叶研究所集成最新技术生产的高香冷溶速溶茶可基本还原原茶风味,可速溶于4℃冰水,真正实现了速溶茶终端直接冲泡消费的目标。
3、茶浓缩汁加工技术
茶浓缩汁是一种以茶叶为主要原料经过提取、澄清、浓缩、调配和灭菌、包装等工序加工而成的一种液态茶产品。与速溶茶相比,茶浓缩汁具有品质相对较高、能耗较低等优点,但对贮藏运输和包装的要求较高。新世纪后,在中国农业科学院茶叶研究所等科研院所的联合攻关下,逐渐建立起了我国茶浓缩汁加工技术体系。
目前茶浓缩汁主要采用两种方法:(1)低端产品主要采用单罐静态提取、高速离心、真空浓缩、超高温瞬时灭菌(UHT)等技术,产品的浓度可以达到40-50波美度。(2)高端产品主要采用连续逆流动态提取、高速离心/膜分离、膜浓缩(或膜浓缩+真空浓缩)、超高温瞬时灭菌(UHT)等技术,产品的浓度一般为10-20波美度。另外,茶汤脱苦降涩技术、SCC(旋转锥蒸馏塔)香气回收技术和酶转溶技术等新技术也开始应用于茶浓缩汁产品的生产上。
四、茶叶功能成分终端产品开发及其制造技术进展
茶叶中富含茶多酚(儿茶素)、茶氨酸、茶色素(茶黄素)、咖啡碱、茶多糖、茶皂素等各种天然功能成分。自20世纪70年代开启茶多酚的提取研究以来,我国茶叶功能成分提制技术及终端应用取得了显著进展,特别是21世纪以来,茶多酚、茶色素、茶氨酸等产品的产销量得到了快速的增长,儿茶素、茶黄素、茶氨酸、茶多糖等功能成分已广泛应用于保健食品、日化、医药、化工、食品保鲜等领域,显示出较大的开发利用潜力。
1、茶叶主要功能成分制造技术进展
茶多酚(儿茶素)、茶黄素、茶氨酸、茶皂素是我国实现工业化制备的主要茶叶功能成分。其中茶多酚年生产量已达到2000多吨,天然茶氨酸和茶黄素年产量约30-50吨,茶皂素3000吨,产值超过5个亿。传统提取主要采用有机溶剂萃取分离技术,存在有机试剂残留多、产品品质不高等问题。2000年以来,随着膜工程、超临界流体CO2萃取、逆流色谱、柱色谱、冷冻干燥等制造技术的研究与应用,茶叶提取物品种和品质、安全性等都得到了丰富和提升。
(1)茶多酚(儿茶素)提取制备技术。茶多酚(儿茶素)是茶叶特征性成分和优势功能成分, 具有抗氧化、抗动脉粥样硬化、防辐射、抗病毒、抗肿瘤等多种保健功效。主要采用逆流、微波辅助、水解酶辅助、超声波辅助等提取和溶剂萃取法、金属离子沉淀法、柱层析法等分离技术,纯度可达98%以上。近些年来,为提高产品的应用面,大孔吸附树脂、木质纤维素等绿色分离制备技术开始逐步得到应用,较好地提高了茶多酚(儿茶素)产品的安全性。此外,采用分子修饰、化学改性等技术手段,研发出脂溶性茶多酚、茶多酚脂质体、乙酰化儿茶素、甲基化儿茶素等多种新型提取物,较好地解决了脂溶性较差的问题。
(2)茶黄素制备分离技术。茶黄素是近年来茶叶深加工领域兴起的又一研究热点。目前茶黄素提取制备技术主要有溶剂浸提、酶促氧化制备、大孔吸附树脂、高速逆流色谱、膜富集法等方法。在大规模工业化制备茶黄素方面,中国农业科学院茶叶研究所率先获得了突破,通过采用吸附特性和解吸附特性良好的填料,有效分离制备出高纯度(>98%)的4种茶黄素类功能成分。
(3)天然茶氨酸制备分离技术。茶氨酸作为茶叶中的特殊氨基酸, 具有缓解紧张、改善记忆、降血压等诸多功能,近些年来一直为人们所重视。目前天然茶氨酸主要采用传统预处理和各种树脂吸附分离相结合的方法。如中国农业科学院茶叶研究所采用超滤、脱色等预处理法,结合离子交换树脂吸附分离技术,提出了基于茶多酚制备废液的天然茶氨酸制备技术,茶氨酸纯度可达到95%以上。
2、茶叶功能成分终端产品开发现状
经过多年来的实践应用,近些年我国在茶多酚(儿茶素)、茶色素(茶黄素)、茶氨酸和咖啡碱等茶叶功能成分应用开发方面也取得了显著进展,已在普通食品、保健食品、日化、天然药物、含茶纺织品等领域中得到广泛应用。
(1)各种含茶食品和保健品。已先后成功开发出了富含茶多酚(儿茶素)或茶黄素的片剂、胶囊、口含片、糕点、油脂、口香糖等保健食品或膳食补充剂产品。如中国农业科学院茶叶研究所开发出以高含量茶多酚、茶氨酸等为主要功能成分的茶多酚片、茶氨酸片等产品。
(2)含茶日化产品。近些年来,国内先后开发出一批以茶多酚或儿茶素为主要原料的含茶日用化妆品,如防晒、美白、保湿、祛痘等美肤产品,以及外用软膏、牙膏、护唇膏、漱口水、发用染料、乳液等多款日用产品。
(3)含茶纺织品。茶多酚(儿茶素)对伤寒杆菌、金黄色链球菌、黄色溶血性葡萄球菌和痢疾等病原细菌都具有明显的抑制作用。近些年,国内许多企业也开始研制和开发出了茶叶内衣、内裤、毛巾、衣服、鞋垫等一大批不同的含茶纺织品。

五、茶产品加工技术发展趋势
1、传统初精制茶加工清洁化、省力化、低碳化和产品特色化技术趋向
针对我国茶叶生产特点和今后产业发展要求,传统茶加工技术有以下三个方面的发展趋势:
(1)机械化、省力化提升技术。通过对高劳动强度作业工序的机械化,配套相应专家系统和控制技术,实现多数茶叶产品的自动化和智能化加工;
(2)清洁化和低碳化提升技术。积极研发基于清洁化能源的节能装备,研制茶叶清洁化加工配套装备,实现茶叶加工的全程节能化和清洁化;
(3)基于全程机械化加工的产品特色化和稳定性技术。通过品种选择、工艺组合、加工环境参数调控等技术途径,结合规模化加工品控技术,实现茶叶机械化加工产品的特色品质及其稳定性。
2、茶饮料天然化、高保真和低碳化加工技术趋势。
随着茶饮料产品消费由调味向纯味、香精香料调制向天然配料调配、高糖向低糖、无糖等发展,茶饮料加工技术重点有以下二个方面的发展趋势:
(1)高保真制造与保鲜技术。茶叶天然营养和风味品质极易劣变,高品质纯味茶产品需要高保真制造技术和保存技术的支撑;
(2)天然化配制技术。改变香精香料等食品添加的调制方式,积极开发出采用天然植物、水果等自然配料进行调配的天然化调制技术。
3、茶叶功能成分绿色、终端和多元化的利用技术趋势
针对我国茶功能成分制备技术存在的问题以及应用技术相对缺乏的现状,有以下二个方面的趋势:
(1)制备技术的绿色化趋势。传统制备技术存在成本高、品相差、化学残留多等诸多问题,严重影响下游产品应用,亟待通过绿色制备技术进行改变;
(2)产品制造技术的终端化趋势。与美国、日本等先进国家相比,我国的茶叶深加工产品应用技术更为缺乏,产品终端化将是我国茶叶功能成分技术研究的主要趋势。
来源:《茶产业》杂志第一期。编发时有删节
作者:尹军峰 叶阳 袁海波 江和源 许勇泉 张建勇 (中国农业科学院茶叶研究所)


雪峰山茶场
桃江茶品种齐全名茶不断
在全区这场名优茶开发热潮中,桃江县的表现尤为突出,呈现出万木争春、百花齐放的景象。“高山松杉山窝竹,缓坡平地茶叶绿。”位于资水下游的桃江县是闻名的茶乡,这里茶叶生长的自然条件优越,生产历史悠久,特别是上个世纪60年代后期得到迅猛发展,1978年以来,连续8年年产茶10万担以上,成为全国8大年产茶10万担以上的基地县之一。茶类品种齐全,既有出口外销的红碎茶,又有国内人民喜爱的绿茶和花茶,还有边疆兄弟民族生活必需的黑茶。
桃江茶叶是1968年以后大规模地开辟新茶园发展起来的。虽然面积大,总产量高,闻名全国,但成品茶质量一般,名优茶更是微乎其微,因此对创制名优茶,提高茶叶品质,扩大在茶叶市场上的声誉及影响的要求十分迫切。
上个世纪80年代后期,国家取消茶叶统购统销,产品直接进入销售市场,茶叶价格受供求关系的影响,持续出现下降,市场疲软,加上多年来存在于茶叶生产、加工、流通中的问题没有得到及时妥善解决,这样一来,使得桃江县的茶叶生产出现了生产滑坡、效益降低、产品积压、品质下降、管理混乱的局面,面临严峻的考验。
尽管困难重重,但桃江的茶叶还是充满希望。在多年的茶叶生产实践中,培养了大批的先进典型和技术人才,技术力量强,社会基础雄厚;土壤、气象等自然条件非常符合茶树生长的要求,为茶叶自然品质的形成具备了极为有利的天然条件。
桃江县委县政府审时度势,果断作出决定:创制名优茶,促进茶叶品质全面提高,满足市场对高档茶叶的需求;振兴桃江茶叶,使桃江茶叶在市场竞争中立于不败之地;积极响应上级关于研发名优茶的号召,在全县掀起名优茶开发的热潮。
全县各茶场、茶厂、茶科所、经作站、多经办积极响应,积极行动。他们的主要措施是:技术下乡,组织县里专家,聘请外地专家,对研发名优茶的单位进行技术指导,加强技术培训,建立一支生产研发名优茶的技术队伍;开拓销路,派人到茶叶销区联系业务,推介产品,在外地开设茶庄、茶馆或茶店;实行“三早”,早开园、早加工、早上市,让产品趁早占领茶叶市场;稳定鲜叶价格,鲜叶成本低,有利于名优茶的生产、销售;不断改进包装,茶叶包装推陈出新,具有桃江地域特色的竹器包装不断推出。
经过多年努力,桃江的名优茶不断涌现出来。从1985年开始,县茶叶实验站成功研制“桃江竹叶”。随后,1988年再度试制成功“桃江春毫”。1989年县原种场和桃花江区农技站试制成功“资水银钩”(又称“桃江银钩”)。1991年县经作站研发成功“桃江银钗”。同年,县多种办、农业局研制成功“桃水月牙”(从1987年开始研制)。筑金坝乡无极寺茶场研发“无极毛峰”。1992年灰山港镇精制茶厂研发成功“桃江霜翠”。在益阳地区农业局评审的22个名优茶中,安化8个、桃江10个、益阳县3个、益阳市1个,桃江名优茶数量超过了安化。
以1995年为例,全县有35个茶场(或厂)参与加工名优茶,其中名茶生产有15个,优质绿茶生产32个,面积2500亩。全年名优茶产量161.8吨,比1994年增加53.12吨。其中手工茶6.8吨,比1994年增加3.12吨;优质绿茶155吨,比1994年增加50吨;名优茶产值258.07万元,比1994年增加101.02万元;优质绿茶224.75万元,比1994年增加81.95万元。虽然名优茶产量仅占总产量的4.2%,但名优茶产值却占总产值的20%。由此可见,名优茶生产对稳定和发展桃江县的茶叶生产起了很大作用。
名优茶开发有声有色
1991年3月,在全国名优茶开发项目会议后的几年时间里,全区名优茶开发做了大量卓有成效的工作。
1991年,益阳成立了地区名优茶开发协作组,由地区农业局副局长曾阜文任组长,谭文兵、龙万全任副组长,龚巨成任秘书,主管技术工作。协作组成立后,各县市都把名优茶生产开发作为茶叶生产中一项主要工作来抓,各单位明确了专人抓开发。年初下达任务、安排布置,年中检查交流、评比质量,年终作总结,工作开展得有声有色。如安化县政府成立了专门的茶叶开发办公室,由县委领导挂帅,龙万全为茶叶开发办主任,组成5人班子,主管安化名优茶生产开发。安化县茶叶试验场1992年成立名优茶研究小组,固定职工5人,重点研究安化松针的开发。协作组成立后,从1991年起,把名优茶重点生产单位作为基地茶园,严格按技术规范栽培茶树、管理茶园,培育优质的鲜叶原料。新扩名优茶基地50个,基地面积达5万亩,可采名优茶茶园7330亩。
根据名优茶要求发芽早、开园早、上市早、价格优等特点,重点抓苗木建设,大力繁育良种茶苗。全区重点在安化茶叶试验场、安化唐溪茶场、桃江茶科所、桃江茶叶良种示范站四个良繁基地繁育良种茶苗。重点繁育福顶大白、福顶大毫、槠叶齐、福云六号、湘安5号、唐茶1号等优良品种。建母本园55亩、扦插圃60亩,年生产能力780万株,共投资112万元。1993年共繁殖优良茶苗800万株,可出圃400多万株。同时,从福建等地调进福鼎大毫、福云六号等优良茶苗120多万株。全区共投资32万元,建立良种茶园2.27万亩,其中新扩7700亩。安化县发展了2万亩,县茶叶试验场新扩松针基地50亩;桃江新扩3500亩,益阳县新扩2000亩,益阳市200亩,为开发名优茶生产打下了良好基础。
为了确保名优茶产品质量,加强了技术指导。定期举办名优茶技术培训班,印发技术资料,提高制作人员的技术素质。经常派茶叶专家和技术人员去茶场进行现场技术指导,及时解块生产中出现的问题。经常组织名优茶评审,通过专家鉴评,提出改进意见。
为了优化各种名优茶的制作工艺,扩大名优茶生产量,从外地引进各种名优茶制作机具,从浙江杭州、湖南衡山等地调进各种名茶加工机具322台套。如安化县茶叶试验场以前加工安化松针,全靠手工生产,人工一天生产量不到0.5公斤,而调进电炒锅、精揉机、整形盒等机具后,每天的生产量比手工提高2至3倍。还有安化唐溪茶场可全部用机械生产名茶,调进了6CH-901型名茶烘干机2台,柴、煤、电多用杀青机,还有电炒锅等先进设备,日产安化银毫100多公斤。全区共建名优茶加工厂50个,都引进了生产机械,使品质不断提高、产量不断增加。
名优茶开发后,各名优茶生产单位都对包装进行改进,由原来的塑料包装改为除氧复合膜、铅铂膜、纸盒、茶竹简等,把大包装改为小包装,增强了市场竞争能力,提高了优茶的经济效益。还进一步推广茶叶保鲜技术。除了采用石灰、石膏粉,引进保鲜剂保鲜外,还有单位设立了专门的名优茶仓库,为名优茶保鲜创造了良好条件。
三年研发四个省名茶
从1991年到1993年名优茶开发项目实施情况来看,三年来,名优茶生产得到很大发展。全区茶叶被正式命名为省名茶4个,增加1个;地区名茶15个,增加3个;安化松针、桃江竹叶、桃江春毫、志溪春绿、雪峰毛尖等名优茶产量不断增加,质量逐年提高,深受市场欢迎。如安化松针,多次参加全国优质农产品展销,年产松针2000公斤以上。
到1993年,益阳区发展了名优茶生产点50多个,基地面积5万亩。年产名优茶53.5万吨,创产值457.5万元,比开发前的1990年,名优茶产量产值分别增加98%和99%。
1994年,在名茶生产方面,继续取得令人可喜的成绩。这是撤地建市的第一年,全市名优茶总产量达到79.45吨,比上年53.5吨增加25.95吨,增长48.5%;总产值达到661.4万元,比上年457.5万元増加203.9万元,増长44.57%。纯利润达到218.18万元,比上年128.5万元增加89.68万元,增长69.79%。亩平产值902.3元,増长11.06%。1994年有安化银毫、安化龙须、桃江银钗等三个茶叶被评为省级名茶,全市省级名优茶累计达9个,其中安化松针被评为中国名茶。
几点启示
二十多年前我市实施的名优茶开发项目,在当时茶叶生产销售形势十分严峻、卖茶难的情况下,无疑是增强市场竞争力、拓宽销路的必由之路,也是提高经济效益和社会效益的富民之举,在一定程度上促进了我市茶叶生产的发展。今天我们重温那段历史,一个重要目的是解开名优茶的密码,从中找到一些启示,指导我们今天的茶叶生产。
我市名优茶品种丰富,种类繁多,但知名品牌少,不少名优茶昙花一现,我们要改变过去贪图名茶品种多的毛病,着力打造3到4个名优绿茶品牌,重点发展壮大安化松针、桃江竹叶、志溪春绿、雪峰毛尖等几个品牌。
名优绿茶企业要走专业化、产业化、特色化发展之路,围绕供给侧结构性改革,专心致志开发自己的品牌,学会逆境中求生存,抓好转型升级,不要跟风,导致分散精力财力,使企业保持旺盛的生命力。
实行黑、红、绿三茶并举,不搞一枝独秀,千军万马过独木桥,这一点在历史是有经验教训的。当年的茶类改制,以及推广名优茶开发项目都是由于发展不平衡而引发的。特别是有条件的茶企,可以结合美丽乡村建设,将名优绿茶融入旅游观光、休闲农庄项目之中。
政府在大力扶持黑茶产业的同时,加大对名优茶的财政扶持力度,通过支农补助、财政贴息、以奖代补等措施,支持名优茶产业发展,加大名优绿茶宣传和推介的力度。
来源:益阳日报
滇红,云南红茶的统称,既包括云南生产的传统工夫红茶、红碎茶,也包括创新工夫红茶,是我国第一个以大叶种为原料制成的红茶,原产地在云南省临沧市凤庆县。滇红作为我国出口创汇产品,享誉全球,香飘世界。1985年开始,滇红逐步从外销转为内销,从英国贵族尊称为“王子冠”的贵族饮品到国人熟知的大众消费品,消费者经历了不了解滇红茶到喜爱滇红茶。进入本世纪以来,名优红茶兴起,红茶旋风席卷大江南北,红茶产业蓬勃发展,伴随着人们健康意识的增强,滇红与其他茶类产品一道作为健康饮品,走进千家万户。
一、滇红的创制与发展
19世纪,印度、斯里兰卡等国红茶产业的崛起,动摇了中国红茶在国际市场上的地位。1937年,“七七事变”发生,抗日战争爆发,内地茶区生产凋敝,为了维持华茶在国际市场的地位,政府转移茶叶技术人员到西南大后方,开辟新的外销红茶基地,从而恢复出口创汇,支援抗日战争。
1938年11月,中茶公司派专员郑鹤春、技师冯绍裘到达凤庆实地调研,冯绍裘以当地云南大叶种一芽二叶鲜叶原料制成红茶样品,其外形金色黄毫,汤色红浓明亮,叶底红艳发光,香味浓郁,为国内其他省中小叶种的红茶中前所未见,受到国内外茶叶专家的赞许和认可。在各级政府的支持下,1939年3月,中国茶叶公司与云南省经济委员会共同出资,在凤庆创建了第一个滇红茶厂——顺宁实验茶厂,由冯绍裘主持筹建,边筹建边投产,当年生产工夫红茶17.4吨,定名为“云红”,由财政部贸易委员会设在香港的富华公司销往伦敦,产品因“形美、色艳、香高、味浓”,获得伦敦市场茶师的高度赞赏。
1952年,滇红迎来了大发展,云南成立红茶生产技术推广大队,不仅在凤庆县境内茶区普及推广红茶生产技术,同时派出技术员到临沧境内其他产茶县及临近凤庆县的保山市昌宁县推广红茶生产技术,比顺宁实验茶厂晚建一年的勐海茶厂也将红茶作为重点茶类组织生产,之后云南境内红茶生产遍地开花,大滇红版图从此形成。滇红产区从原产地凤庆县12平方公里发展到临沧、保山、西双版纳、思茅(今普洱)、大理、德宏等地州。
二、滇红凤庆产区生产情况
凤庆是滇红发源地,多年来始终保持核心产区地位。凤庆县位于云南西南边陲,素有“山有多高、水有多高,干凉同季、雨热同季,冬无严寒、夏无酷暑、四季如春”之美称。具有海洋性和大陆性气候的优点(雨量充沛,年温差小,日差较大);无海洋性和大陆性气候缺点(无台风、暴雨、寒潮、低温)。拥有茶树生长和茶叶品质所需要的光、水、热、气条件,自然环境得天独厚、恰到好处、奥妙天然。
凤庆县得天独厚的自然条件,优良的茶树品种,精湛的制茶工艺,使凤庆茶从古至今享有盛誉。凤庆县先后被国家列为“全国优质茶叶基地县”“全国出口商品茶叶基地县”“全国无公害茶叶生产示范基地县”“全国最大的红茶生产基地县”和“全国十大产茶县之一”。
三、滇红工夫茶的品质特征
1、传统滇红工夫茶
传统滇红工夫茶生产加工标准是以出口为导向,产品质量体系与国际接轨,并参照国际标准制定生产加工标准样。云南滇红集团股份有限公司(原为凤庆茶厂,简称滇红集团),作为滇红茶创始厂家,1985年以前以生产出口红茶为主,并承担滇红实物标准样的制样工作。传统滇红工夫茶各级感官品质特征见表1。
2、创新滇红工夫茶
进入新世纪以来,随着物质丰富,人民生活水平提高,消费观念发生巨大变化,市场对茶叶品质呈现特色化、个性化、差异化、多样化等多维度需求。2006年,滇红集团开发的滇红“经典58”,突破了滇红创制60多年来的外销红茶风格,产品形质并茂,受到市场欢迎,成为新时代滇红代表,深刻影响了滇红的消费和生产结构。在“经典58”的启发下,滇红集团又相继研发推出花香滇红中国红、高原红系列产品。2010年前后,以单芽为原料的高品质滇红茶逐步兴起,成为消费者追求的高端产品,2015年,滇红集团顺势推出高端小罐滇红。滇红集团具有代表性的创新滇红工夫茶产品感官品质特征见表2。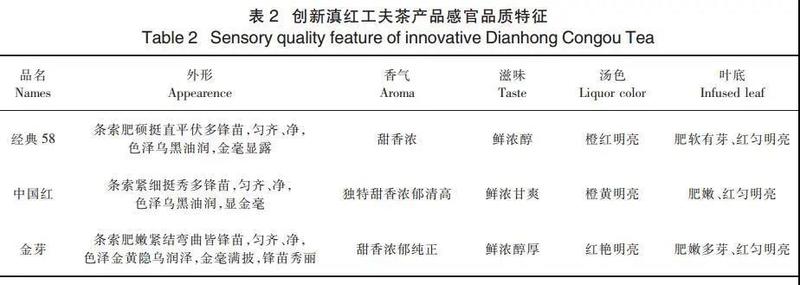 图片描述
图片描述
四、滇红工夫茶的加工技术
1、传统滇红工夫茶初制加工技术
传统滇红工夫茶,以开展的一芽二叶、初展的一芽三叶和同叶质嫩度的单叶、对开叶的鲜叶为原料,要求原料细嫩、匀净、新鲜,鲜叶进厂后,对照分级标准严格验收。经萎凋、揉捻、发酵、烘干等初制四个工序制成红毛茶。
(1)工艺流程和加工设备
传统滇红工夫茶的制作工艺是吸收祁红工艺精华结合云南大叶茶树品种的特性及凤庆县的自然环境后反复实践总结出来的,初制工艺包括匀撒萎凋、慢速揉捻、适度发酵和两次烘干。
主要的加工设备包括萎凋槽、55型揉捻机(60型揉捻机)、解块分筛机、发酵筐、烘干机等。
(2) 初制加工技术要点
提高传统滇红工夫茶品质,鲜叶原料是基础,萎凋适度是前提,揉捻充分是关键,发酵协调是中心,两次干燥是保证,简称“初制把五关”。初制把五关,关关要相连,环环要相扣,看茶制茶,灵活掌握,科学处理,才能制造出品质优良的红茶产品。
萎凋。常用萎凋方法有自然萎凋和萎凋槽萎凋两种。自然萎凋是将鲜叶匀撒薄摊在萎凋帘上,每平方米摊叶0.5~0.75 kg,摊放8~16 h。萎凋间必需空气对流,掌握晴天稍厚、雨天稍薄,春茶稍厚、夏秋茶稍薄的原则。萎凋槽萎凋,摊叶厚度以15~20 cm为宜,先吹冷风30 min,后吹热风120 min,温度一般掌握在25~30 ℃,最高不能超过35 ℃,全程6~8 h可以完成萎凋,中间视情况翻拌2~3次。
揉捻。揉捻室光线需充足,空气新鲜流通,一般以室温20~25 ℃,空气相对湿度85%~90%为好,如温度太高,相对湿度低,可以通过洒水增加空气湿度。工夫红茶要求分级揉捻,并揉捻充分,全程需要90~100 min,根据原料老嫩、萎凋程度不同缩短或延长萎凋时间。揉捻次数和加压原则,揉捻一般采用“两揉两筛”的方法。第一次揉捻,不加压10 min,轻压15 min,中压10 min,轻压10 min,下机解块分筛(5孔),筛底发酵,筛头进行复揉,轻压5 min,中压或重压30 min,轻压或无压10 min,再下机进行第二次解块分筛。加压掌握“轻、重、轻”的原则,嫩叶轻压短揉,老叶重压长揉。重萎凋的原料采用适当重压,轻萎凋的原料采用适当轻压。揉捻程度要求同批茶叶有90%以上紧卷成条,叶细胞破碎率达到80%左右,茶汁外溢,粘附在茶条表面,手捏粘手,茶条显浅黄绿色或局部泛红、青草气味强烈刺鼻。
发酵。在正常的萎凋、揉捻基础上,发酵是形成红茶色泽、香味的关键。茶叶发酵从揉捻细胞破碎开始,但发酵不充分,需要进行单独发酵工序处理。发酵室要求大小合适,设置调温调湿设备,清洁卫生,空气清新,避免阳光直射,适宜温度25~28 ℃,相对湿度95%以上。解块分筛后的湿茶胚,应按筛底、筛面、批次、各级别、筛号分别盛入发酵筐内,依次放在发酵架上,置于发酵室内发酵。湿茶胚摊放厚度根据鲜叶老嫩、揉捻程度等因素综合决定,一般15~20 cm,嫩叶宜薄,老叶宜厚。揉捻后的湿茶胚通常是绿色或黄绿色,粘性较重,青草气味浓。在发酵变色中,首先是嫩茎、叶柄和主脉变红,逐渐转变为支脉变红到全叶泛红。需重视春、夏、秋茶发酵颜色不同,春茶呈桔红色,夏秋茶呈棕红色。由于同一批茶嫩度不一,发酵难于一致,故不能强求千篇一律。发酵时间大致需6~8 h,一般一、二级原料80%变为黄红色,三级以下原料有60%变为黄红色,青草气消失,并散发出类似熟苹果香味,手捏粘性减少,即可结束发酵,进行烘干。发酵过度的茶胚,叶色深红有浓厚的蜜糖香气,且香气低闷,冲泡后汤色暗红而浑浊,滋味平淡,叶底红暗多乌条;发酵不足的茶胚,香气不纯,带青气,冲泡后汤色欠红,泛青色,味苦涩,叶底花青。
烘干。传统滇红工夫茶采取两次烘干,中间经过一段时间摊晾,第一次称毛火,第二次为足火。毛火应掌握高温快速的原则,迅速制止酶活性并散发叶内水分。毛火火温在110~120 ℃,从进茶胚到出毛茶胚大约需要12 min。毛火出来的茶胚,色泽大部分已转为黑乌、芽毫显露,不粘手,手握有柔软感,但是外干内湿,必须进行摊晾,使内外水分重新分布,干湿一致,摊晾厚度一般5~10 cm,时间30~60 min。足火掌握低温慢烘的原则,温度在100~110 ℃,继续蒸发水分、散发香气至足干,手捻成粉末,色泽乌润,香气浓郁,茶叶含水约为7%。
2、创新滇红工夫茶初制加工技术
创新滇红工夫茶是基于名优绿茶理论基础上研发出来的,在鲜叶采摘上实行嫩采,通常采单芽或一芽一叶,揉捻、发酵等过程的加工技术也进行了较大改变,甚至有的还引进了名优绿茶的造型设备和技术。
(1) 工艺流程和加工设备
创新滇红工夫茶的初制工艺流程为原料、萎凋、揉捻、发酵、初烘、造型、摊晾、造型、摊晾、毛茶包装等。创新滇红工夫茶的加工普遍缩短了揉捻时间,延长发酵时间,加工过程更加注重茶叶外形的完整和美观,增加了理条等造型工序,创新了直条形、曲形红茶。
主要加工设备主要包括萎凋槽、55型揉捻机(60型揉捻机)、解块分筛机、发酵框、烘干机、理条机、炒锅等。加工生产设备更为现代化,目前,自动连续化红茶生产线部分茶企已引进使用,极大改善了红茶生产条件,萎凋槽萎凋方式已普及推广,加温方式从依赖柴煤燃烧向电热加温转型,发酵设备和技术进步很快,凭经验和“靠天吃饭”的生产条件明显得到改善,数控化发酵机、发酵室已普遍配置使用。
(2) 初制加工技术要点
创新滇红工夫茶,加工工艺体现重初制、平精制,形取名优绿茶的美观,质扬红茶的风味。外形保持芽叶完整,内含物浸出缓慢,易于调控茶汤浓度,适应分次冲泡的节奏,更加符合内销市场清饮习惯;内质突出香和甜,茶汤多呈现桔红或金黄色。以“经典58”产品为例介绍创新工夫红茶的初制加工技术。
萎凋。萎凋选用自然萎凋或萎凋槽萎凋。自然萎凋是在室内自然温湿度条件下进行,把鲜叶均匀地撒在专门设置的萎凋帘上,每平方米撒0.6~1.0 kg,切忌重叠堆积,以免萎凋生熟不匀。一般8~12 h可完成萎凋,鲜叶平均失水40%左右。萎凋槽加温萎凋是把鲜叶均匀松散地撒在萎凋槽上,厚度在10~15 cm。加温萎凋时,温度控制在30 ℃以下,并按“先冷后热再冷”的顺序进行,一般鼓冷风30 min后鼓热风,在整个萎凋过程中需要翻叶两次,第一次将底层的萎凋叶翻到表层,继续鼓热风,待底层和表层柔软度基本一致时,再进行一次翻叶,直到萎凋适度,再鼓冷风30 min左右,下槽揉捻,萎凋时间在6~8 h。
揉捻。揉捻是经典58外形优美的关键工序,相对传统工夫红茶的揉力要轻、揉时要短,加压是否合理、揉时或长或短,直接影响成茶品质。外形条索要求松紧适度,茶条紧卷,苗锋完整,挺直润泽。揉捻机选用55型或60型,萎凋叶投入量分别为15~18 kg和25~30 kg,揉捻参考时间为30~40 min。加压按遵循“无压、轻压、松压”顺序进行,即在无压状态下揉捻10~15 min,茶叶基本成条后,再加轻压10~15 min,再松压揉捻10 min,达到茶条紧卷,手捏有沾手感,但茶汁不外溢为适度,再下机进行解块去末,碎末茶另放处理,不进入发酵。
发酵。将解块去末的茶叶盛入发酵筐,厚度8~10 cm,放入可调温控湿的专用发酵室发酵。发酵室温度28~30 ℃,相对湿度85%~95%为宜,全程参考时间6~7 h。茶叶色泽变化规律依次为青绿色、青黄色、黄色、黄红色、红色、深红色、暗红色。“黄红色”为经典58发酵适度的色泽。
理条。采用往返振动型多功能理条机分两次完成。第一次理条,在冷机启动的情况下,提前10~15 min预热理条机。预热槽温达到一定温度后,投入发酵好的茶叶(如果是热机,直接投入即可),均匀分摊在理条机槽体中,理条10 min下机摊晾,失水率掌握在25%~30%。第二次理条,按照发酵的先后次序依次将茶叶均匀分摊在理条机槽体中,定型10~15 min,理条毛茶乌黑油亮,条索直,手感有一定软度,含水率达20%左右即可下机。下机后摊放在簸箕上或摊晾板上,均匀分层摊放,避免茶叶条形弯曲。
烘干。烘干是把茶叶装放在特制的网筛中,放入12型手拉百叶烘干机烘箱底层,温度控制在80~90 ℃进行烘干,也可以用多功能提香机烘干。
五、滇红工夫茶发展存在的问题及应对策略
目前滇红工夫茶在种植管理环节,采茶工不足矛盾突出,茶叶采摘不及时,影响名优茶的产量和质量;加工生产环节,茶厂普遍存在厂房拥挤、规划布局不合理,缺乏对优势茶类生产的评估分析。部分茶厂生产茶类“小而全”,红茶、绿茶多茶类并行生产,加工生产茶类不专,技术不精,产品质量不高。近年来,市场上出现了染色红茶、糖茶、日晒红茶、高火香红茶,茶叶质量参差不齐。小厂、个体加工户,为追求特、新、奇、异产品,盲目引种、嫁接改良茶树品种,在滇红产区造成混乱。
针对农业劳动力不足,采茶工日益紧缺的状况,需要加大机采技术的研究和推广,在中低档茶叶原料机采的基础上,重点从打造标准化茶园,推广名优茶机采和鲜叶分级技术,解决优质红茶原料采摘、分级等问题。由政府职能部门、行业协会或龙头企业牵头,加强组织滇红茶生产技术培训,统一生产标准,保证滇红工夫茶的产品质量稳定。积极引导加工者合理规划厂房,合理工艺布局,合理定位生产茶类,打破“小而全”的生产格局。要根据茶树品种适制性、原料基础状况及茶厂技术优势,选择生产茶类。加强市场监管与贯标力度,打击、控制滇红工夫茶非正常品质的现象。对于引进茶树新品种、嫁接改良品种开发的新产品进行规范管理,建议以单一品种研制开发的产品名称要按茶树品种命名,避免产生混淆、误导。
来源于:中国茶叶加工,作者:张成仁